

Warehouse Hoist: Definition, Types, and Key Benefits
Learn what a warehouse hoist is, how it works, its types, applications, and key benefits for safely moving heavy loads in logistics facilities.
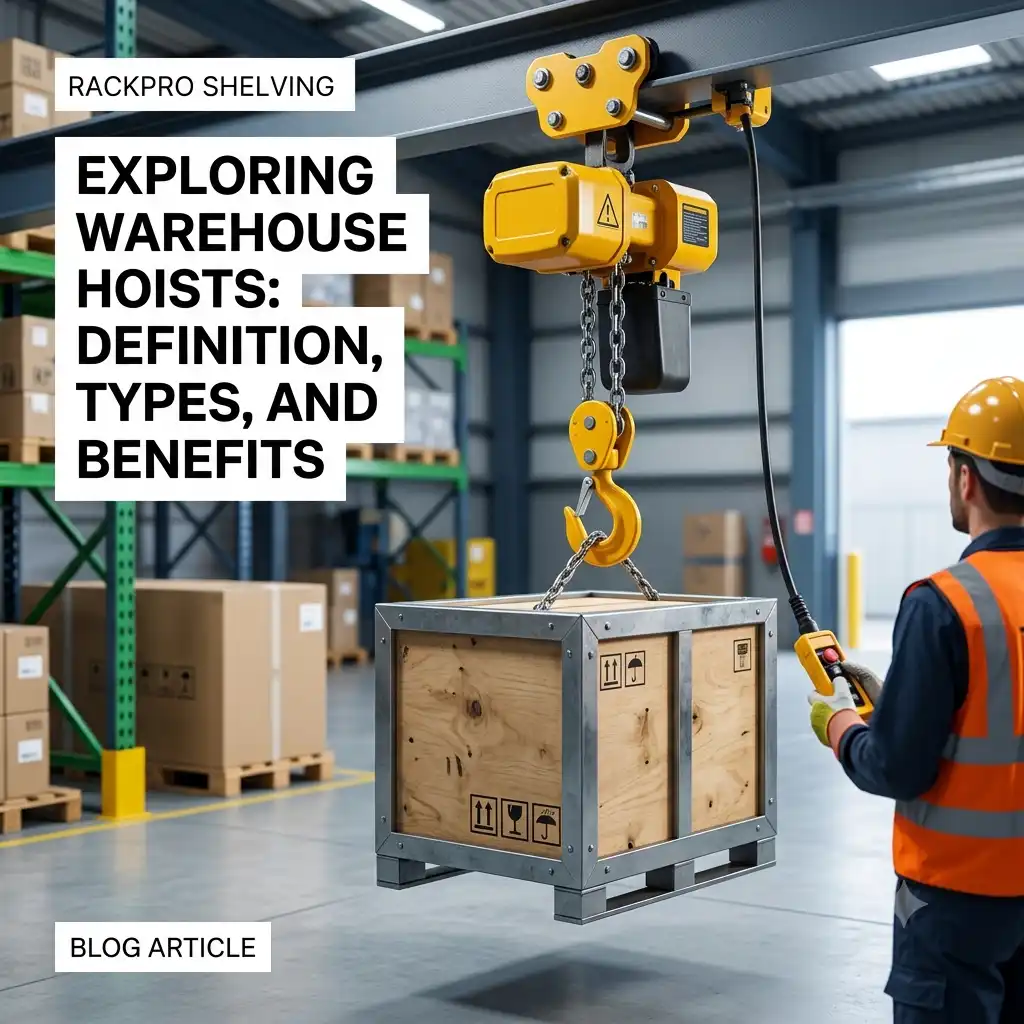
In every warehouse, production line, and logistics facility, there comes a point where the load is simply too heavy, too bulky, or too awkward for a human operator or a standard forklift to handle safely. This is where a warehouse hoist becomes essential.
A hoist is a specialized lifting machine that uses a system of fixed and movable pulleys, combined with a cable or chain, to raise and move heavy loads from one area of a facility to another. It is one of the most practical and widely used material handling solutions in warehousing, manufacturing, and industrial environments — valued for its ability to lift loads that would otherwise pose serious safety risks or operational challenges.
From automotive assembly plants to construction material warehouses, cold storage facilities to production centers, hoists play a critical role in keeping operations moving safely and efficiently. They handle the lifts that no operator should attempt manually and that standard handling equipment cannot execute reliably.
This guide covers everything warehouse managers, logistics professionals, and operations teams need to know about warehouse hoists — what they are, how they work, the different types available, their key advantages, their limitations, and how they compare to more advanced automated alternatives. Whether you are evaluating hoists for a new facility or looking to optimize an existing material handling setup, this article gives you the knowledge to make informed decisions.
What Is a Warehouse Hoist?
Definition
A warehouse hoist is a mechanical lifting device that uses a combination of fixed and movable pulleys and a cable, rope, or chain to raise heavy loads and transport them horizontally within a defined area of a facility. The load is attached to the hoist via a hooking system — typically a hook fitted with a safety latch to prevent accidental load release during lifting.
Hoists are designed to handle loads that exceed the safe lifting capacity of human operators or conventional warehouse equipment. They provide a controlled, mechanically assisted lifting solution that keeps operators out of direct contact with the load during the most hazardous phase of material handling — the lift itself.
In practical terms, a hoist serves to load and unload heavy materials, move raw materials along production lines, transfer finished goods between manufacturing or assembly areas, and position bulky products in storage or processing locations where other equipment cannot reach.

How a Hoist Works
The operating principle of a hoist is based on mechanical advantage — the use of pulleys to multiply the force applied, allowing a relatively small motor or manual effort to lift a load many times heavier than would otherwise be possible.
The system works as follows: the operator uses a handheld remote control or pendant controller to activate the hoist motor. The motor engages the pulley system, which lowers the hook from the machine to the load. Once the hook is secured to the load — via a sling, chain, or direct attachment — the operator activates the lift, and the motor reels in the cable or chain, raising the load to the required height. The load can then be moved horizontally along the travel path of the overhead crane or beam on which the hoist is mounted, before being lowered to its destination.
The entire operation is controlled remotely, keeping the operator at a safe distance from the suspended load at all times.
Hoist vs. Overhead Crane: Understanding the Difference
Hoists and overhead cranes are closely related — and frequently confused. Understanding the distinction between the two is important for anyone specifying or working with lifting equipment in a warehouse environment.
An overhead crane — also called a bridge crane — is the structural system that spans the width of a facility along elevated runway beams. It consists of one or more horizontal girders mounted on end trucks that travel along the runways. A trolley with a transverse travel motor moves along the girder, positioning the lifting mechanism above the target load.
A hoist is the lifting component integrated into the overhead crane system. It is the mechanism that actually raises and lowers the load — the motor, pulley system, cable or chain, and hook assembly that do the physical lifting work. In most overhead crane configurations, the hoist is mounted on the trolley and provides both the vertical lifting motion and the connection point for the load.
In simple terms: the overhead crane provides the structural framework and horizontal travel capability, while the hoist provides the vertical lifting power. Together they form a complete material handling system capable of moving heavy loads across a defined area of the facility in three dimensions.
Hoist Applications in the Warehouse
Where Hoists Are Used
In warehouses and distribution centers, hoists are used to load and unload heavy goods at receiving docks, position large products in storage locations that forklifts cannot reach, and handle oversized loads that exceed forklift capacity. In manufacturing and production facilities, hoists move raw materials from receiving areas to production lines, transfer work-in-progress between assembly stations, and position finished goods for packaging or dispatch.
The automotive industry is one of the heaviest users of warehouse hoists. Engine blocks, transmissions, body panels, and assembled vehicle frames all require lifting equipment that can handle significant weights with precision positioning. Construction material warehouses use hoists to manage steel beams, concrete elements, large pipes, and other heavy building materials. The construction industry itself relies heavily on hoists for moving materials on job sites and within prefabrication facilities.
Other industries where hoists are commonly deployed include aerospace manufacturing, shipbuilding, heavy equipment production, steel and metal processing, and large-scale food and beverage processing where heavy vessels, tanks, and bulk containers must be moved regularly.
Hoist Integration with Overhead Cranes
In most warehouse and industrial applications, a hoist does not operate as a standalone device. It is integrated into an overhead crane system that provides the structural support and horizontal travel range the hoist needs to serve a defined working area within the facility.
The configuration of the overhead crane system — single girder or double girder, the span of the runway beams, the travel speed of the crane and trolley — determines how much of the facility the hoist can serve and how quickly it can position loads. The hoist’s own specifications — lifting capacity, lift speed, and hook height — determine what loads can be handled and how efficiently.
Together, the overhead crane and integrated hoist form a complete lifting and positioning system that can cover large floor areas and serve multiple loading and unloading points within a single continuous movement.
Specific Use Cases in Logistics Operations
Beyond the broad industrial applications, hoists serve several specific functions in day-to-day logistics and warehouse operations.
Goods receiving: When inbound deliveries include loads too heavy for forklifts — oversized machinery, large raw material bundles, or heavy equipment components — a hoist provides the lifting capacity needed to unload vehicles safely and position goods in the receiving area.
Production line support: In facilities that combine warehousing with light manufacturing or assembly, hoists move heavy components between storage and assembly workstations, keeping production lines running without manual handling risks.
Maintenance and equipment servicing: Hoists are commonly used in warehouse maintenance areas to lift and position heavy equipment for servicing — removing and replacing motors, compressors, conveyor components, or other large mechanical systems.
Special storage positioning: For goods stored in locations inaccessible to standard forklifts — elevated mezzanine platforms, narrow storage areas, or locations within a production facility where vehicle access is restricted — a hoist integrated into a beam or crane system provides the only practical lifting solution.
Types of Hoists for Warehousing
Hoists are available in a wide range of configurations, each suited to different load types, operational environments, and capacity requirements. Understanding the key variables that differentiate hoist types helps in selecting the right solution for a specific application.
Manual Hoists — Manual hoists — also called hand chain hoists — are operated by a worker pulling a hand chain to engage the pulley system and raise the load. They require no electrical power source and are simple, reliable, and portable. Manual hoists are suitable for light to moderate loads in applications where lifts are infrequent or where power supply is unavailable.
Their limitations are significant for warehouse use: they are slow, physically demanding for the operator, and impractical for heavy loads or high-frequency lifting cycles. In most warehouse environments, manual hoists are used as backup equipment or for occasional maintenance tasks rather than as primary material handling tools.
Electric Hoists — Electric hoists are the most widely used type in warehouse and industrial environments. They use an electric motor to drive the pulley system, enabling fast, consistent, and operator-friendly lifting. The operator controls all movements via a pendant controller or wireless remote, maintaining complete control without physical effort.
Electric hoists are available in a wide range of lifting capacities — from a few hundred kilograms to many tonnes — and can be specified with various lift speeds, motor configurations, and safety features to match the demands of the application. They are compatible with overhead crane systems, monorail beams, and other fixed support structures.
For most warehouse applications involving regular heavy lifting, electric hoists are the practical standard. They offer the best combination of capacity, speed, ease of use, and safety.
Hydraulic Hoists — Hydraulic hoists use pressurized hydraulic fluid to generate the lifting force. They are capable of handling extremely heavy loads — typically heavier than standard electric hoists of comparable size — and deliver smooth, precise load control. Hydraulic hoists are commonly used in heavy industrial environments such as steel processing, shipbuilding, and large-scale manufacturing where loads regularly exceed the practical range of electric hoists.
In typical warehouse environments, hydraulic hoists are less common than electric models. Their primary advantage — extreme load capacity — is relevant only in the heaviest industrial applications.
Classification by Pulley Configuration
The number and arrangement of pulleys in a hoist system directly affects its mechanical advantage — and therefore its maximum lifting capacity.
A single pulley configuration uses one movable pulley to multiply the applied force. Single pulley hoists are simpler, more compact, and suitable for lighter loads. They operate faster than multi-pulley configurations because less cable or chain must be reeled in per unit of lift height.
Double pulley or double fall hoists use two movable pulleys to multiply the lifting force further. This allows them to handle significantly heavier loads than single pulley models of the same motor size. The trade-off is lifting speed — more cable must be moved per unit of lift height, so double fall hoists are somewhat slower than single fall configurations.
For heavy warehouse applications, double fall hoists are commonly specified to achieve the required load capacity without requiring an oversized motor.
Classification by Pulley Strand Material
The material used for the load-bearing strand — the element that connects the motor to the load via the pulley system — affects the hoist’s durability, load capacity, flexibility, and suitability for different environments.
Wire rope hoists use steel cable as the load-bearing strand. They are well-suited to high-capacity applications and long lift heights, and they handle dynamic loading well. Wire rope hoists are widely used in heavy industrial environments and large overhead crane systems.
Chain hoists use a steel chain as the load-bearing element. Chains are highly durable, resistant to wear and abrasion, and well-suited to environments where the load-bearing element may come into contact with sharp edges or abrasive surfaces. Chain hoists are compact, robust, and the standard choice for many warehouse and production applications, particularly at moderate load capacities.
Rope hoists — using fiber rope rather than steel cable or chain — are used in specific applications where the load-bearing element must be lightweight, flexible, or gentle on the load surface. They are less common in industrial warehouse settings and more often found in theatrical rigging, marine, or light-duty applications.
Advantages of Using a Hoist in a Warehouse
■ Increased Productivity for Heavy Load Handling
- A hoist dramatically increases the throughput of heavy load movements compared to manual handling or improvised alternatives. By providing a purpose-built lifting solution, the hoist eliminates the slow, cumbersome, and physically demanding process of manually maneuvering heavy loads. Operators can complete lifts quickly, consistently, and without fatigue-related slowdowns, supporting higher throughput in receiving, production, and dispatch areas.
- The hoist operates within a defined working envelope — the area covered by the overhead crane or beam on which it is mounted — avoiding unnecessary travel and keeping material movements focused and efficient. In high-frequency lifting applications, the time savings compared to alternative methods compound rapidly.
■ Enhanced Safety for Operators and Goods
- Safety is perhaps the most critical advantage of using a hoist in a warehouse or industrial facility. Heavy load handling is one of the highest-risk activities in any logistics operation. Manual lifting of heavy items causes musculoskeletal injuries. Forklift handling of loads that exceed the equipment’s rated capacity creates tip-over and load drop risks.
- A hoist eliminates direct physical contact between the operator and the load during the lift. The operator controls all movements remotely, from a safe distance, without any manual effort involved in the lifting action itself. The hook assembly includes a safety latch — a spring-loaded mechanism that prevents the load from accidentally disengaging from the hook during lifting or travel.
- This separation of operator and load, combined with the controlled, mechanically governed lifting action, significantly reduces the risk of load drops, operator injuries, and product damage. For facilities handling high-value goods, fragile components, or hazardous materials, this safety benefit is particularly important.
■ Ease of Operation
- Modern electric hoists are designed for straightforward operation. The operator controls all movements — up, down, forward, backward, left, right — through a pendant controller or wireless remote. No specialized physical skill is required beyond understanding the controls and following safe operating procedures. This ease of use reduces training time, supports consistent operation across different shifts and operators, and minimizes the risk of operator error.
- The remote control capability also means operators can position themselves optimally for visibility and safety during each lift, rather than being constrained by the physical location of the equipment.
■ Adaptability to Different Facilities and Load Types
- One of the most valuable characteristics of hoist technology is its flexibility. Hoists are available in configurations spanning an enormous range of load capacities, lift heights, speeds, and physical sizes. They can be integrated into new overhead crane systems designed around specific facility layouts, or retrofitted onto existing structural beams and crane systems in operational warehouses.
- Different hook and attachment configurations accommodate different load types — from standard palletized goods to loose bundles, cylinders, reels, and irregularly shaped components. This adaptability means a well-specified hoist can serve effectively across a wide range of product types within the same facility, reducing the need for multiple specialized handling solutions.
■ Space Efficiency
- Hoists operate overhead, using the vertical space above the working area rather than consuming valuable floor space. Unlike forklifts that require clear floor access and turning space, an overhead hoist system covers its working area from above — allowing the floor beneath to be used for storage, production, or processing activities simultaneously.
- This three-dimensional use of facility space is particularly valuable in warehouses where floor space is at a premium and maximizing storage capacity is a priority.
Limitations of Warehouse Hoists
Lower Cycle Rates Compared to Automated Systems
- The most significant operational limitation of hoist systems is throughput. A hoist and overhead crane combination operates at speeds and cycle rates that are far lower than automated storage and retrieval systems (AS/RS). In facilities that require very high volumes of storage and retrieval cycles per hour — high-throughput distribution centers, automated fulfillment operations, or large-scale manufacturing lines — a hoist system will become a bottleneck.
- For these high-demand environments, automated solutions such as stacker cranes and conveyor systems deliver the throughput rates that hoist-based systems simply cannot match. The decision between a hoist and an automated alternative must therefore be based on the throughput requirements of the specific application — not just the load capacity.
Fixed Working Envelope
- A hoist integrated into an overhead crane system can only operate within the area covered by the crane’s runway beams and girder travel range. Loads outside this working envelope cannot be served by the hoist without relocating either the equipment or the load. In facilities with complex layouts, multiple separate working areas, or processes that extend beyond the crane’s coverage, additional hoists or alternative handling solutions may be needed.
Maintenance Requirements
Like all mechanical systems, hoists require regular inspection and maintenance to operate safely and reliably. The pulley system, chain or wire rope, motor, brakes, and safety latch must all be inspected at defined intervals and serviced or replaced as needed. In high-cycle applications, maintenance intervals are shorter and component replacement is more frequent. Planned downtime for maintenance must be factored into operational scheduling, particularly in facilities where the hoist serves a critical process with no alternative handling capability.
Operator Dependency
While electric hoists are easy to operate, they still require a trained operator to be present and actively controlling each lift. Unlike fully automated handling systems that operate without human intervention, a hoist-based system depends on operator availability and attention. In facilities operating multiple shifts or with high lifting volumes, operator staffing and scheduling must be planned around hoist utilization requirements.
Hoist vs. Automated Storage and Retrieval Systems: When to Choose Each

When a Hoist Is the Right Solution
- A warehouse hoist is the right choice when loads are too heavy or awkward for standard handling equipment, lifting cycles are moderate rather than continuous, the facility layout is suited to overhead crane coverage, budget constraints favor a simpler solution over full automation, and the application requires flexible positioning of loads within a defined area.
- Hoists are also the preferred solution for maintenance applications, specialized production line support, and facilities handling a wide variety of load types and sizes where a single automated system could not practically accommodate all the variations.

When Automation Is the Better Choice
- Automated storage and retrieval systems become the better solution when throughput requirements exceed what hoist-based systems can deliver, when the operation runs multiple shifts and 24/7 availability is needed, when inventory accuracy and traceability are critical, and when the volume of lifting cycles justifies the higher capital investment in automation.
- For warehouses that handle consistent, high-volume flows of standardized loads — such as palletized goods in a distribution center or production-line components in a high-output manufacturing facility — AS/RS solutions deliver productivity, accuracy, and cost efficiency that hoist systems cannot match at scale.
- The two solutions are not mutually exclusive. Many facilities use both — automated systems for the high-volume standard flows and hoists for the heavy, irregular, or specialized lifts that automated equipment is not configured to handle.
Key Considerations When Selecting a Warehouse Hoist
The hoist must be specified to handle the maximum load weight it will be required to lift, with an appropriate safety factor applied. Undersizing a hoist for the actual load creates serious safety risks. Oversizing adds unnecessary cost and may result in slower operation. Always calculate maximum load requirements — including the weight of any lifting attachments, slings, or rigging — before specifying hoist capacity.
The required lift height — the vertical distance between the lowest and highest positions of the hook — determines the length of cable or chain needed and affects the hoist’s physical size and motor requirements. Facilities with high ceilings or mezzanine levels require hoists with greater lift height specifications.
The duty cycle describes how frequently the hoist will be used — the number of lifts per hour, the duration of each lift, and the proportion of time the motor is running versus idle. Hoists are classified by duty class (light, medium, heavy, or very heavy duty) based on these parameters. Specifying the wrong duty class for the application leads to premature motor wear, overheating, and shortened equipment lifespan.
The environment in which the hoist will operate affects the specification significantly. Cold storage facilities require hoists with motors and lubricants rated for low-temperature operation. Facilities handling corrosive materials, chemicals, or high humidity require corrosion-resistant components and sealed electrical systems. Explosive or hazardous atmospheres require ATEX-rated equipment. Always match the hoist specification to the actual operating environment, not a standard specification.
Integration with Existing Infrastructure
If the hoist is being integrated into an existing overhead crane or beam system, the structural capacity of the existing support must be verified before installation. The hoist’s weight, combined with the maximum suspended load, must not exceed the rated capacity of the supporting structure. A structural engineer should assess existing infrastructure before any hoist installation to confirm safe load ratings.
Warehouse Hoist Safety Best Practices
Safety is the most critical aspect of hoist operation in any warehouse or industrial environment. Following established best practices protects operators, preserves goods, and ensures regulatory compliance.
Conduct pre-use inspections before every operating shift. Check the hook and safety latch, the chain or wire rope condition, the electrical controls, the brake function, and the visible structural components of the overhead crane. Never operate a hoist that shows signs of wear, damage, or malfunction.
Never exceed the rated load capacity of the hoist. The rated capacity is the maximum safe working load — operating above it risks equipment failure, load drop, and serious injury. Always factor in the weight of lifting attachments and rigging when calculating the total load.
Ensure loads are properly secured before lifting. The hook must be correctly engaged with the load attachment point, the safety latch must be closed, and any slings or chains must be properly rated and correctly rigged for the load geometry.
Keep the working area below the lift clear of personnel during lifting operations. Suspended loads present a serious dropped-load risk. Establish clear exclusion zones beneath all active lift paths and enforce them consistently.
Schedule and document regular maintenance inspections. Follow the manufacturer’s recommended maintenance schedule and keep complete maintenance records for all hoist equipment. Preventive maintenance is far less costly — in time, money, and safety risk — than reactive repair after a failure.
Train all operators before they use hoist equipment. Operator training should cover safe operating procedures, load capacity limits, pre-use inspection routines, emergency procedures, and the specific controls of the hoist model in use. Refresher training should be conducted at regular intervals and whenever new equipment is introduced.
Future Trends in Warehouse Hoist Technology
Modern hoist systems are increasingly being equipped with digital monitoring capabilities that track load cycles, motor temperature, brake wear, and operating hours in real time. This data feeds into predictive maintenance systems that alert maintenance teams before failures occur, reducing unplanned downtime and extending equipment lifespan. Smart hoists can also log operational data for compliance reporting and performance analysis.
Wireless remote control technology for hoists continues to advance, offering greater range, improved reliability, and enhanced safety features. Modern wireless pendant systems include emergency stop functions, automatic timeout features, and operator authentication to prevent unauthorized use. Some systems integrate with facility-wide control platforms, enabling hoist operations to be monitored and managed centrally.
Integration with Warehouse Management Systems
As warehouses become increasingly digitally connected, hoist systems are beginning to integrate with warehouse management systems. This integration enables WMS-directed hoist operations — where the system automatically identifies the next lift required, positions the crane, and notifies the operator — reducing decision-making time and improving coordination with broader warehouse workflows.
Lightweight High-Capacity Materials
Advances in materials technology are enabling the development of hoists that are significantly lighter than traditional models while maintaining or exceeding their load capacity ratings. Lighter hoists place lower loads on supporting structures, enabling installation in facilities where structural capacity would have previously ruled out hoist use, and reducing the cost of new overhead crane infrastructure.
Frequently Asked Questions (FAQs)
A warehouse hoist is a mechanical lifting device that uses fixed and movable pulleys with a cable, chain, or rope to raise and move heavy loads within a warehouse, production facility, or logistics center. It is used to lift and reposition loads that are too heavy or awkward for manual handling or standard forklifts. Hoists are commonly integrated into overhead crane systems that provide horizontal travel capability across a defined working area.
An overhead crane is the structural framework — girders, runway beams, and trolley — that spans the working area and provides horizontal travel capability. A hoist is the lifting mechanism integrated into the overhead crane that raises and lowers the load. The overhead crane positions the hoist over the target load, and the hoist performs the actual lift. Together they form a complete three-dimensional material handling system.
Hoists are classified by several variables: drive type (manual, electric, or hydraulic), number of movable pulleys (single or double fall), and load-bearing strand material (wire rope, chain, or fiber rope). Electric chain hoists are the most common type in warehouse environments, offering the best combination of capacity, speed, ease of use, and reliability for regular industrial lifting applications.
Hoist load capacity varies widely depending on the type, configuration, and size of the equipment. Manual chain hoists typically handle loads from 250 kg to a few tonnes. Electric hoists range from under a tonne to many tens of tonnes depending on specification. Hydraulic hoists can handle the heaviest industrial loads. Always specify a hoist with a rated capacity that exceeds the maximum actual load — including lifting attachments — with an appropriate safety margin.
Yes, when correctly specified, installed, maintained, and operated by trained personnel, a hoist is a safe and effective lifting solution. Key safety features include the hook safety latch that prevents accidental load release, remote control operation that keeps operators away from suspended loads, and brake systems that hold the load securely when the motor is not actively lifting. Regular inspection and maintenance are essential to maintaining safe operation.
Hoists are used across a wide range of industries wherever heavy or bulky loads must be moved. The most common industrial users include automotive manufacturing, construction material distribution, steel and metal processing, aerospace and defense manufacturing, shipbuilding, heavy equipment production, and large-scale food and beverage processing. In warehouse and logistics settings, hoists are used wherever loads exceed forklift capacity or where overhead lifting provides a more practical solution than floor-level handling equipment.
Maintenance frequency depends on the duty cycle of the hoist — how many lifts it performs per day and how heavily it is used. Most manufacturers specify inspection intervals based on operating hours or number of lift cycles. At minimum, a pre-use visual inspection should be performed before every operating shift. Full periodic inspections by a qualified technician should be conducted at intervals defined by the manufacturer and any applicable regulatory requirements. In high-cycle applications, maintenance intervals will be shorter.
Yes, hoists can often be integrated into existing warehouse structures by mounting them on existing overhead beams or by installing new runway beams supported by the building's structural columns. Before installation, a structural engineer must verify that the existing structure can safely support the combined weight of the hoist and its maximum rated load. In many cases, existing facilities can be adapted for hoist installation without major structural work.
Consider moving from a hoist to an automated handling solution when your throughput requirements consistently exceed what the hoist can deliver, when the operation requires 24/7 availability without operator staffing, when inventory accuracy and traceability have become critical operational requirements, or when the total cost of hoist operation — including labor, maintenance, and downtime — approaches or exceeds the total cost of ownership of an automated alternative. Many facilities use both solutions — automated systems for standard high-volume flows and hoists for heavy or specialized lifts.
Conclusion
A warehouse hoist is one of the most practical and versatile lifting solutions available to logistics operations, production facilities, and industrial warehouses. By providing mechanically assisted lifting power controlled remotely by an operator, hoists enable the safe, efficient handling of loads that would be impossible or dangerous to manage any other way. They improve throughput in heavy load handling, protect operators from the risks of manual lifting, adapt to a wide range of facility configurations and load types, and use overhead space efficiently without consuming valuable floor area.
Understanding the different types of hoists — manual, electric, and hydraulic; single and double fall; wire rope, chain, and rope strand — and matching the right configuration to the specific demands of the application is essential for getting maximum value from the investment. Equally important is understanding the limitations of hoist technology: its lower cycle rate compared to automated systems, its fixed working envelope, and its ongoing maintenance and operator requirements.
For facilities that handle heavy, irregular, or specialized loads at moderate cycle rates, a well-specified hoist integrated into an overhead crane system is an excellent solution. For operations with high-volume, standardized throughput requirements, automated storage and retrieval systems deliver performance that hoist-based solutions cannot match. Many of the most efficient warehouses use both — leveraging each technology for the tasks it handles best.
Whatever your facility’s requirements, the foundation of a safe and efficient material handling strategy is selecting the right lifting solution for each specific application. A warehouse hoist, correctly chosen and properly maintained, delivers years of reliable, productive, and safe service — and keeps your most demanding lifting challenges firmly under control.
